TR EN
Doğru
Kaynak Yöntemi
1. Kaynak Nedir? Metalik malzemeyi ısı veya basınç veya her ikisini birden kullanarak ve aynı cinsten ve erime aralığı aynı veya yaklaşık bir malzeme katarak veya katmadan birleştirmeye "metal kaynağı" adı verilir. İki parçanın birleştirilmesinde ilave bir malzeme kullanılırsa, bu malzemeye "ilave metal" adı verilir.  2. Temel Kaynak Yöntemleri 2.1. TIG Kaynağı TIG (Tungsten Inert Gas) = WIG ( Wolfram Inert Gas) = GTAW (Gas Tungsten Arc Welding ) TIG Kaynağında erimeyen bir tungsten elektrot kullanılır. Kaynak bölgesine hiç ilave metal verilmeden yapılabileceği gibi, ilave metal verilerek de bu kaynak yapılabilir. TIG kaynağında adından da anlaşılacağı üzere INERT gaz yani asal gazlar kullanılır. En yaygın kullanılanları Argon ve Helyum ya da bunların karışımlarıdır. Önemli Hatırlatma : Argon gazı havadan ağır, Helyum gazı ise havadan hafiftir. Bu nedenle şekilde de görüleceği üzere 1G pozisyonunda yapılacak kaynaklar için Helyum gazı uygun bir seçim olmayacaktır. Havadan ağır olduğu için, kaynak metalini korumak yerine, kaynak 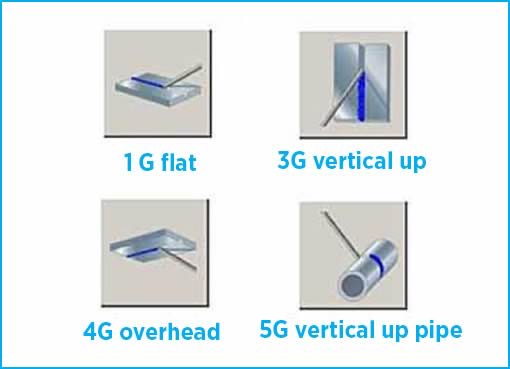 metalinden uzaklaşacaktır. Bu nedenle genellikle bu pozisyonlarda Argon gazı kullanılır. Şayet 4G ‘de görüldüğü üzere, tavan kaynağı yapılacak ise, Helyum gazı kullanılması uygun olacaktır. Ülkemizde genelde TIG kaynağı paslanmaz çelik ve alüminyum alaşımlarının kaynağında kullanılır. Boruların kaynağında dikkat edilmesi gereken hususların başında kök pasonun düzgün atılması gelir. Kök paso kaynağı yapılırken uygun bir kök koruma gazı kullanılmalıdır. Bu gaz, argon, azot veya argon azot karışımı olabilir. Kök koruması yapılmayan paslanmaz kaynaklarında dikiş homojen bir yapıya sahip olmaz ve paslanmalar başlayabilir. Çünkü borunun içerisinden geçen akışkan düzgün olmayan kök kaynağında birikir. Bu durum da özellikle gıda sektöründe kullanılacak borular için çok büyük sakıncadır. TIG kaynağında ısı girdisi minimum düzeydedir. Diğer geleneksel kaynak yöntemlerine kıyasla kaynak dikişi homojen bir görünüme sahiptir. Alüminyum gibi demir dışı malzemeler hariç genellikle DC (Doğru Akım) kullanılarak kaynak yapılır ve tungsten elektrod (-) kutuba bağlanmalıdır.  TİG KAYNAĞI 2.2. MIG-MAG Kaynağı Sürekli kaynak teli beslemesi şeklinde olan kaynak tipidir. Makaraya sarılı kaynak teli sürekli şekilde torca doğru beslenir. Torç tetiğine basıldığı sürece gaz koruması ve sürekli tel ilerlemesi sağlanır. MIG (Metal Inert Gaz): Aktif olmayan gazların kullanıldığı gaz altı kaynak yöntemidir. MAG (Metal Aktif Gaz): Aktif gazların kullanıldığı gaz altı kaynak yöntemidir. Aktif gazlar paslanmaz, yüksek alaşımlı çelikler ve aynı zamanda alaşımsız ve düşük alaşımlı çelikler için uygundur. Hatta alaşımsız ve düşük alaşımlı çelikler için bazı kısıtlamalar dışında yalnız karbondioksit gazı aktif gaz olarak uygundur. Koruyucu gazlara alternatif olarak özlü teller de kullanılır. Bu tellerin ark akımı içinde eriyen ve bu şekilde bir koruyucu gaz atmosferi yaratan bir kılıfı vardır. Özlü teller hava cereyanı altında bile dayanıklı bir koruyucu gaz örtüsü sağlar. 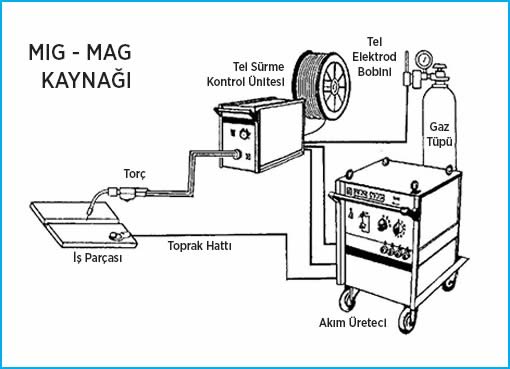 MIG-MAG Kaynağı 2.3. Elektrik ARK Kaynağı Örtülü elektrod kaynağı en yaygın kullanılan kaynak yöntemlerinden birisidir. Örtülü elektrodlarda elektrodun üstü çeşitli alaşımlardan oluşan tozlarla kaplıdır. Bu tozlar örtüyü oluşturur. Bu örtünün faydaları;
Bu kaynak yönteminin faydaları;
Bu kaynak yönteminin dezavantajları;
3. Doğru Kaynak Yapabilmek için Dikkat Edilmesi Gereken Hususlar 1. Öncelikle kaynak işleminin doğru yapılabilmesi için daha önceden benzer özelliklerdeki parçalardan numuneler kaynatılmalı ve kaynak işlemi bittikten sonra gerekli testler yapılarak kaynağın durumu kontrol edilmelidir. Eğer kaynak standartlar dahilinde uygun bulunursa, kaynak işlemi sırasında kullanılan bütün parametreler kaydedilerek, yapılan kaynakla ilgili bir yöntem onayı hazırlanmalıdır. Buna PQR denir. PQR’daki veriler ışığında kaynak parametrelerinin kaydedildiği ve kaynakçılara referans olacak WPS’ler hazırlanır. Sertifikalı kaynakçılar bu WPS ‘ler ışığında daha önceden doğrulanmış parametrelerle kaynak yapmalıdırlar. 2. Kaynak yapılacak bölgedeki gaz koruması düzgün olmalıdır. Uygun debide gaz akışı sağlanmalıdır. Gaz debisi ne çok fazla ne de çok az olmalıdır. Gaz korumasının yeterli olmadığı kaynak bölgelerinde kaynak sırasında köpürme, oksitlenme, gözenek, çatlak, yapışmama gibi sorunlar olabilir. Özellikle şantiye sahalarında ortamın kontrolsüz olması kaynak hatalarına neden olabilmektedir. 3. Kaynak yapılan yerdeki hava akımına çok dikkat edilmelidir. Çünkü hava akımı kaynak bölgesindeki gaz korumasını engelleyecektir. Bu nedenle kaynak yapılırken rüzgârlı bir yerde olmamasına ya da gerekli korumanın sağlanmasına dikkat edilmelidir. 4. Boru kaynağı yapılırken kök gazı koruması asla ihmal edilmemelidir. Eğer kök gazı koruması doğru yapılmaz ise kök pasoda kaynak nüfuziyetsizliğine neden olabilir. Örnek olarak boru iç yüzeyine denk gelen kaynak homojen olmadığı için akışkanın kaynağın olduğu yerde birikmesine neden olur.  Kök Gazı Koruması 5. Isı Girdisi: Kaynak yapıldığında malzemenin sıcaklığı onu eritecek kadar artar. Kaynak dikişinin 1-2 mm yanında oluşan ITAB (Isı Tesiri Altındaki Bölge)’nin yapısı malzemenin ilk haline göre değişir. Bir malzemeye uygulanan ısı girdisi ne kadar fazlaysa malzemenin yapısı hem değişir hem de malzemedeki çarpılmalar artar. Bu nedenle ısı girdisini minimum düzeyde yapmak kaynak kalitesi açısından çok önemlidir. Isı girdisini düşük tutmak amacıyla;
Yöntemleri uygulanabilir. Isı girdisinin en az olduğu kaynak yöntemlerinden biri TIG kaynağıdır. 6. İlave Metal Cinsi: Eğer ilave metal kullanılan bir kaynak yöntemi uygulanıyorsa kullanılacak ilave metal ana malzemeye uygun olmalıdır. Bu konuda kaynak sarf malzemesi üreten firmaların ilgili kataloglarına bakılarak seçim yapılması daha doğru olacaktır. Kullanılacak kaynak sarf malzemesi seçimindeki temel mantık ; ana malzemenin alaşımlarının bozulmaması hatta kaynak dikişinin ana malzemeye göre daha mukavemetli olmasının sağlanmasıdır. Özellikle paslanmaz çelik kaynaklarında elektrod seçimine çok dikkat edilmelidir. Paslanmaz çelikler içerisinde paslanmaz özelliğini sağlayan Cr ve Ni elementlerini barındırırlar ve çok düşük karbon ihtiva ederler. Bu nedenle tel seçimi yapılacakken Cr, Ni ve C miktarı göz önüne alınmalıdır. Örnek olarak 304 L kalite bir malzemenin kaynağı yapılırken seçilecek ilave metal de düşük karbon ihtiva etmelidir. Çünkü karbonun fazla olması paslanmaları arttıracağı gibi kaynak bölgesinde kırılganlaşmaya neden olabilir. 7. Kaynak Sonrası Isıl İşlem: Kaynak sırasında malzemeye yüksek bir enerji verildiğinden dolayı malzeme sıcaklığı onu eritecek kadar yükselir. Bu nedenle ana malzemenin yapısı bozulur ve / veya oluşan gerilmelerden kaynaklı olarak çatlamalar veya şekil bozuklukları oluşabilir. Bu nedenle kaynak sonrası malzemenin alaşımına uygun bir ısıl işlem (gerilim giderme vb.) uygulanırsa kaynaktan dolayı oluşacak gerilmelerin önüne geçilmiş olur. Isıl işlem sırasında malzemenin ısıtma ve soğutma hızına çok dikkat edilmelidir. Çok hızlı veya çok yavaş yapılan işlemler malzemelerin mekanik ve korozyon dayanımlarına negatif etki yaparlar. Kaynak sonrasında malzemede oluşacak artık gerilmelerin giderilmesi için, her paso sonrasında kaynağa çekiçle vurularak, artık gerilmeler giderilebilir. 8. Kaynak Sonrası Pasivasyon: Paslanmaz çeliklerin kaynak işleminden sonra, malzemenin paslanmasını önlemek amacıyla asit ile yıkanması çok önemlidir. Çünkü paslanmaz çeliğin paslanmaz özelliğini üzerindeki Krom Oksit tabakası sağlamaktadır. Kaynak sonrasında asit ile yıkama işlemi yapılarak bu özellik pekiştirilir. Yani suni bir şekilde Krom Oksit tabakası oluşturulur. Yalnız burada dikkat edilmesi gereken husus bu işlemin ardından çeliğin su ile tekrar temizlenmesi gerektiğidir. Şayet bu temizlik yapılmaz ise, paslanmaz çelik üzerinde kalıcı izler oluşur. Not: Genellikle Nitrik asit ile yapılan pasivasyon işlemi için, bu işlemi yapacak kişi iyi korunmalıdır. Asit, işlemi yapan kişinin vücuduna temas etmemelidir.  Asit Temizliği 9. Kaynak Sonrası Temizlik: Kaynak işleminden sonra, cüruf diye tabir edilen kaynak artıklarının kaynak üzerinden temizlenmesi gerekmektedir. Bunun için paslanmaz çelik tel fırça ile kaynak fırçalanır. Özellikle paslanmaz çelik kaynaklarının temizliğinde paslanmaz tel fırça kullanılması büyük önem taşır.  Kaynak Sonrası Fırçalama İşlemi 10. Kaynaktan dolayı malzemelerin şekil bozukluklarını önlemek amacıyla kaynak öncesinde malzemeler sabitlenmelidir. Sabitleme işlemi için puntalama uygulanabilir. Eğer malzemeler uygun bir şekilde sabitlenmez ve ısı girdisi iyi ayarlanmaz ise, kaynak yapılan parçada deformasyonlar olabilir. 11. Ön Isıtma: Malzemelerin içerisindeki alaşımlara göre kaynak parametreleri ve yöntemleri değişiklik göstermektedir. Kaynak kalitesini etkileyen en önemli elementlerin başında Karbon elementi gelmektedir. Karbon’un yüksek olması kaynakların daha sert ve çatlamaya eğilimli olması anlamına gelir. Bu nedenle kaynak için genellikle yüksek karbon alaşımlı ana malzeme tavsiye edilmez. Fakat eğer mekanik özellikler gereği yüksek karbonlu çelik kaynağı yapılacaksa ilave metal düşük karbonlu malzemeden seçilmelidir. Böylece oluşacak kaynak dikişi nispeten daha düşük karbonlu olacağı için çatlamaya karşı önlem alınmış olur. 12. Eğer kaynak birden fazla paso ile yapılacaksa, her paso sonrasında kaynağın soğuması beklenmeli diğer paso kaynak soğuduktan sonra atılmalıdır. Her paso sonrasında kaynak dikişi üzerinde oluşan cüruf tabakası temizlenmelidir. 13. Kaynak yapılacak malzeme yüzeyi kir, yağ ve pastan arındırılmalıdır. Eğer temizlenmeden kaynak yapılırsa gözenek ve çatlağa neden olabilir. 14. Kaynak Ağzı: Kaynak yapılacak malzemede eğer kaynak ağzı açılacak ise düzgün formda açılmalıdır. Düzgün olmayan kaynak ağzı kök pasoda ve yan cidarlarda ergime noksanlıklarına neden olabilir. Kaynak ağzı tipi belirlemeleri projelerin gerekliliklerine ve mühendislik hesaplarına göre yapılmalıdır. 15. Ark Üflemesi: Ark üflemesi, kaynak arkının düzensiz bir şekilde sağa-sola hareket etmesidir. Kaynak arkının sabit olmaması, kaynak dikişinde hatalara ve nüfuziyetsizliklere neden olur. Ark üflemesinin başlıca nedeni, kaynak yapılan yerin yakınında başka manyetik özellik taşıyan metal malzemelerin bulunmasıdır. Bu nedenle kaynak yapılan yerlerin yakınında manyetik özelliği bozacak malzemeler bulundurulmamalıdır. 16. Eğer elektrod ile kaynak yapılacak ise, elektrodların nemden arındırılmış olmaları gerekmektedir. Çünkü elektrotta bulunan nem, kaynak hatalarına neden olur. Bu nedenle elektrotlar kontrolü ortamlarda, vakumlu paketlerde ve elektrot termoslarında tutulmalıdır. 17. TIG kaynağı Tungsten elektrotla yapılmaktadır. Toryum alaşımlı tungsten elektrot kullanımı, toryumun kanserojen bir madde olmasından dolayı tavsiye edilmemektedir. Özellikle tungsten elektrotun ucunu düzeltmek için yapılan taşlama işlemi sağlık açısından sakıncalıdır. Bu gibi durumlarda bu işlemi yapacak kişi gerekli güvenlik önlemlerini almalıdır. Kaynak yapılırken açığa çıkan ışınlar insan sağlığına son derece zararlıdır. Vücudun ışına denk gelen kısımları korunmalıdır. En yoğun ışın TIG kaynağında oluşmaktadır. 18. Kaynak işleminde görülen en çok hata yeri kaynağın başlangıç ve bitiş yerlerindedir. Bu nedenle operatör veya kaynakçı kaynağa başlarken ve bitirirken dikkatli olmalı, oluşabilecek krater çatlaklarına karşı önlem almalıdır. Elektrotu kaynak üzerinden hemen çekmemelidir. 19. Hidrostatik Test: Basınçlı kapların kaynak işlemleri tamamlandıktan sonra, çalışma basınçları üstünde bir basınçta kapların içerisine su basılır. Bu teste hidrostatik test denir. Hidrostatik test bitiminde tankların boşaltılması gerekmektedir. Tam boşaltılmadığı taktirde kalan su birikintileri kaynak ve çevresinde paslanmaya neden olabilmektedir. 20. İnce çaplı elektrotlarla kaynak yapılması tavsiye edilir. İnce çaplı elektrotlarla kaynak yapıldığında ark üflemesi daha az olmaktadır. Bu da kaynak hatalarını önler. 4. Kaynak İşlemi Sırasında Oluşacak Potansiyel Hatalar ve Çözümleri 4.1. Sıçramalar Malzeme yüzeyinin yeterince temiz olmaması Akımın yüksek olması Ark boyunun yüksek olması  Kaynak Sıçrantı Örneği 4.2. Gözenekler Kaynak metalinin hızlı soğuması Rutubetli elektrotlarla çalışmak Hızlı kaynak yapmak Malzeme yüzeyinin yeterince temiz olmaması Uygun gaz koruması yapılmaması 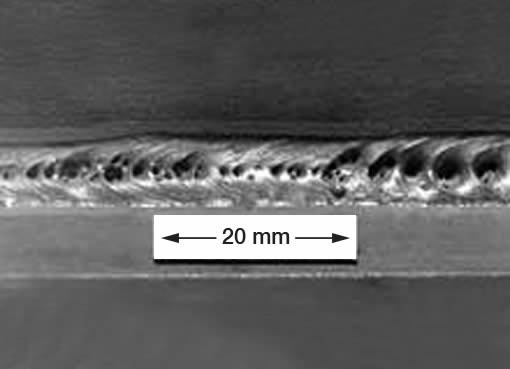 Gözenek Örneği 4.3. Yetersiz Ergime ve Yetersiz Nüfuziyet Kaynak akımı ve voltajının az olması Yanlış kaynak ağzı seçimi Hızlı kaynak yapmak 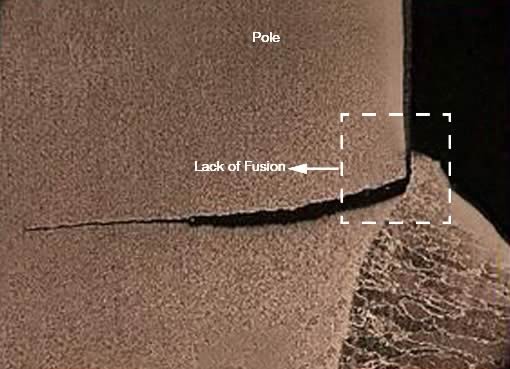 Yetersiz Ergime Örneği 4.4. Çarpılmalar - Eksen Kaçıklıkları Yanlış kaynak ağzı seçimi Fazla ısı girdisi Parçaların puntalanmaması Yanlış sırada kaynak yapılması – Metot Kaynağının uygulanmaması 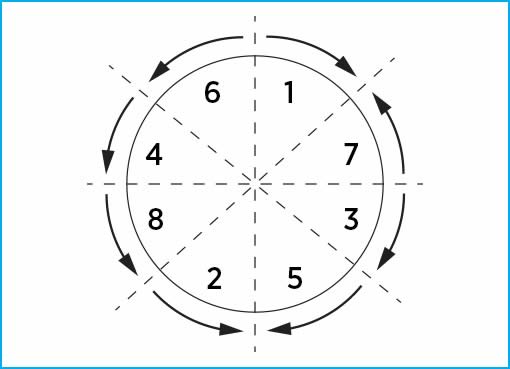 Metod Kaynağı Kaynaklarda çarpılmaları önlemek amacıyla metod kaynağı geliştirilmiştir. Bu kaynak yukarıdaki şekilde de görüleceği üzere karşılıklı kaynak yaparak, malzemelerin tek bir yöne doğru çekmesini önlemektedir. Bu şekilde kaynak yapıldığı taktirde parçalardaki ısıdan kaynaklı eğilmeler minimum düzeye indirilir. 4.5. Çatlak Oluşumu Hatalı kaynak ağzı açılması Yanlış kaynak metali kullanılması Kaynağın hızlı soğutulması Malzemede standartlardan fazla bulunan Kükürt ve Fosfor ihtivası Malzeme yüzeyinin nemli, kirli ve paslı olması  Çatlak Örneği 4.6. Kaynağın Köpürmesi Kaynak köpürmesi sanayide kullanılan bir tabir olup, çok sayıda gözenek oluşumu anlamına gelmektedir. Kaynağın köpürmesi genellikle gaz korumasının doğru yapılmaması nedeniyle meydana gelir. Gaz debisinin istenenden çok veya az olması kaynak banyosu üzerinde gözeneklenmeye neden olur.
 Yetersiz Gaz Koruması 5. Şantiye Sahalarındaki Problemler Şantiye sahaları genellikle fabrikalar kadar düzenli ve kapalı olmadıkları için zaman zaman problemler de yaşanabilmektedir. Kaynak yapılan ortamın rüzgarsız, nem almayan, kontrollü sıcaklığı sahip olması beklenir. Ancak şantiye ortamlarında bu ortamların sağlanması zor olabilmektedir.
 Açık Havada Kaynağın Dış Ortamdan Korunması için Yapılmış Bir Düzenek Örneği
GALVANİZ HAKKINDA BİLGİLER Sıcak Daldırma ile Galvanizleme Sıcak daldırma ile galvanizleme, adından da anlaşılabileceği gibi çeliğin erimiş haldeki çinko banyosuna daldırılarak gerçekleştirilen bir kaplama yöntemidir. Bu yöntemde, 450 °C’deki erimiş çinko, çinko-demir tabakaları metalürjik bağ oluşturan bir alaşım reaksiyonu sonucu çeliğe yapışır. Demir Çinko Alaşım Tabakaları 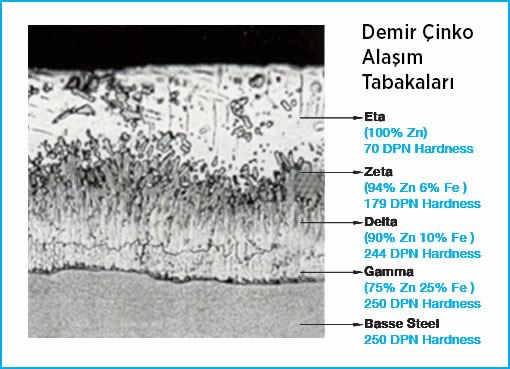 Kaplama işlemi öncesinde, malzeme yüzey temizleme işlemlerine sokularak yüzeydeki yağ, gres kalıntıları gibi kirleticiler ile daha önce oluşmuş korozyon ürünleri (pas) gibi uygunsuzluklar giderilir. Yağ alma, asit ve flux banyolarına giren malzeme kurutulduktan sonra galvaniz kaplama işlemine hazır hale gelir. Sıcak Daldırma Galvaniz Kaplama Prosesi  a. Daldırma süresi Alaşım tabakasının kalınlığına etki eder. b. Banyodan çıkarma hızı Alaşıma katılmayan çinkonun kalınlığına etki eder c. Banyo sıcaklığı Hem alaşım hem de serbest çinko tabakasının kalınlığına etki eder. d. Daldırma işleminden sonra yapılan silme, çalkalama veya santrifüj işlemleri Alaşıma katılmayan çinkonun kalınlığına etki eder. Kaplama kalınlıkları EN ISO 1461 standardında malzeme kalınlığına bağlı olarak verilmektedir. 6 mm ve daha kalın malzemelerde ortalama minimum kalınlık 85 μm, minimum lokal kalınlık 70 μm olarak verilmektedir. Demir esaslı malzemeler bulunduğu ortamdaki atmosfer şartlarında paslanmaktadır. Demirin zaman içinde paslanması, fonksiyonlarını yitirmesine ve malzemenin çürüyerek yok olmasına sebep olmaktadır. Çinko, pasa karşı doğada bulunan en aktif koruyucu element olması nedeniyle, demiri atmosferin olumsuz etkilerinden korumaktadır. Galvaniz kaplama, Galvaniz Kaplama Çeliği Nasıl Korur 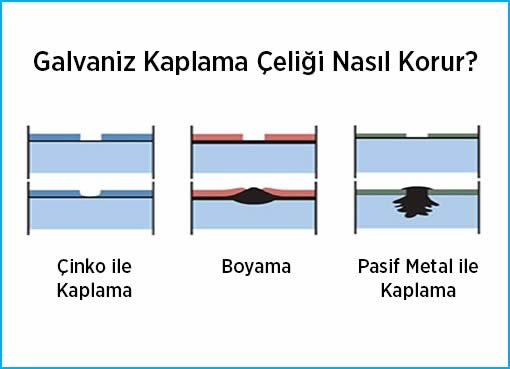 herhangi bir noktada hasar görüp altındaki demir tabakası açığa çıksa bile üzerine kaplandığı demiri korumaya devam edecektir. Atmosferdeki oksijene karşı demirden daha istekli olması nedeniyle oksijen ile birleşerek demirin oksijen ile birleşmesini dolayısı ile paslanmasını engeller. Halbuki diğer yüzey kaplamalarında böyle bir özellik olmadığından hasar gören noktada alttaki demir malzeme paslanacaktır. Avantaj ve Dezavantajları 1. Kalın ve nüfuziyeti yüksek ve homojen bir tabaka oluşturur, diğer yöntemlerle ulaşılamayan kritik noktalar (iç hacimler, keskin köşeler, kesim yerleri, delik yüzeyleri, boşluklar) vs. korunmuş olur. 2. Diğer yöntemler, ufak zedelenmelere karşı çok hassastır ve genelde korozyon bu zedelenmelerde baş gösterir. Oysa galvaniz kaplama çiziklere karşı dirençlidir ve hatta kendi kendini onarma özelliğine sahiptir. Buna “katodik koruma” denir. Çeliğe göre elektro-negatif olan çinko, hasar gören bölgelerde çelikten önce korozyona uğrayarak çeliği korumaya devam eder. 3. Kaplanan malzeme ile çinko metalurjik bir bağ oluşturur ve malzeme yüzeyinde meydana gelen alaşım tabakaları dış etkilere karşı dayanıklı bir kaplama sağlar. Aşınma hızının yavaş olması kaplamaya uzun ve önceden tahmin edilebilir bir dayanım ömrü verir. 4. Galvaniz, yüzey kaplama yöntemleri arasında en uzun ömürlü olanıdır ve hiçbir bakım gerektirmez. Dolayısıyla alternatif yöntemlere göre düşük maliyetlidir. 5. Nispeten basit ve etkin bir yöntem olan sıcak daldırma galvaniz prosesinin kalite kontrolü de aynı şekilde basit ve güvenilirdir. Kaplama kalınlığı tam olarak ölçülebilir. 6. Uygulama hızı yüksektir. Korozyona karşı koruma, tonaj ve adet gözetmeksizin anında elde edilir ve proses sonrasında malzeme hemen kullanıma hazırdır. 7. Daldırma galvanizin en büyük dezavantajlarından birisi “kaynak yapılamıyor” olmasıdır. Sıcak daldırma galvaniz yöntemi ile kaplanmış metallerin onarılması ve tamiri mümkün değildir, parçanın tadilat / onarımdan sonra bir tüm olarak tekrar galvanizlenmesi gerekir. 8. Deliklerin içinde çinko birikmesi olabilir. 9. Küçük açıklıkları olan tanklar gibi bazı geometriler sıcak daldırma galvanize müsait değildir. 10. Kaplamanın kalkma riski vardır. Elektrolitik Galvanizleme Elektrolitik çinko kaplama (elektro galvaniz) yöntemi, elektrolit ile dolu bir kazanın içine anot olarak saf çinko, katot olarak kaplanacak malzemenin bağlanan iki elektrot daldırılması ile oluşturulan bir yöntemdir. Bu yöntemde yüksek akım, düşük gerilim üreteci ve redresör ile elektrik verilerek anottan koparılan elektronların katoda yani malzemenin yüzeyine yapışması sağlanır. İşlem sonucunda pasivasyon yapılarak kaplamanın kalıcı olması sağlanır. BS EN 10152:1993 standardında, düşük karbonlu çelik malzemeler için bu yöntemle minimum ortalama 10 μm, lokal olarak minimum 9,1 μm kaplama kalınlıkları elde edilmesi istenmektedir. Fırat Üniversitesi Teknik Eğitim Fakültesi Makine Eğitimi Bölümü tarafından yazılan bir makalede değişik parametreler kullanarak 23 μm kalınlığa kadar kaplama elde edildiği belirtilmektedir. Avantaj ve Dezavantajları 1. Kaplamanın kalkma riski yoktur. 2. Malzeme yüzeyi daldırma galvanize göre daha parlaktır. 3. Yüzeydeki çinko tabakasının kalınlığı fazla olmadığından beklenen ömrü kısadır. 4. Elektroliz yöntemi ile yapıldığından delik içlerinde birikinti bulunmaz. Sonuç Yan yana duran elektro galvaniz ve daldırma galvanizli parçalardan temiz ve parlak görüneni elektro galvanizli olan parçadır. Literatürden ve standartlardan yola çıkarak 25 μm ve aşağısındaki kaplama kalınlıklarının elektrolitik kaplamanın bir göstergesi olduğunu söylemek yanlış olmaz. |